扫码访问
扫码关注
客服热线
世界动力电池大会
新华网
矿业界
汽车之家
爱吃糖的狐狸
电池在线
汤姆科技
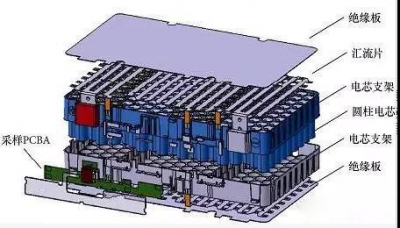
给电池换芯:这个电池包一共四节电芯
什么是电池的额定容量与实际容量?
火红开局,孚能科技动力电池装机量排名全球第八
孚能科技SPS首发量产供货吉利雷达